


















M!N!MAL 3 - Raspberry Pi 3 Case
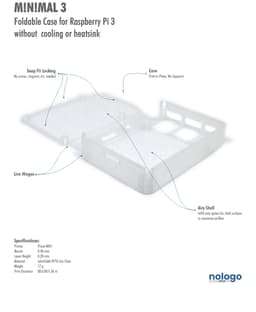
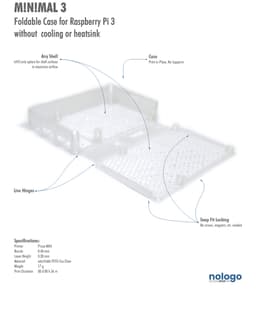
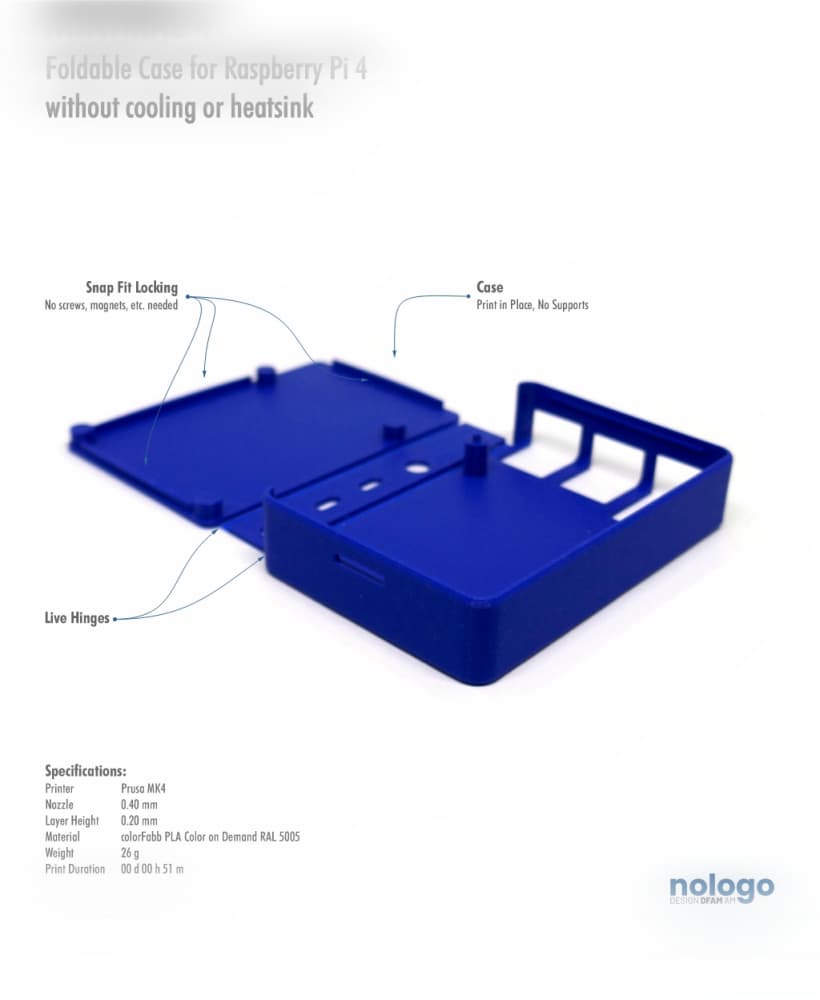
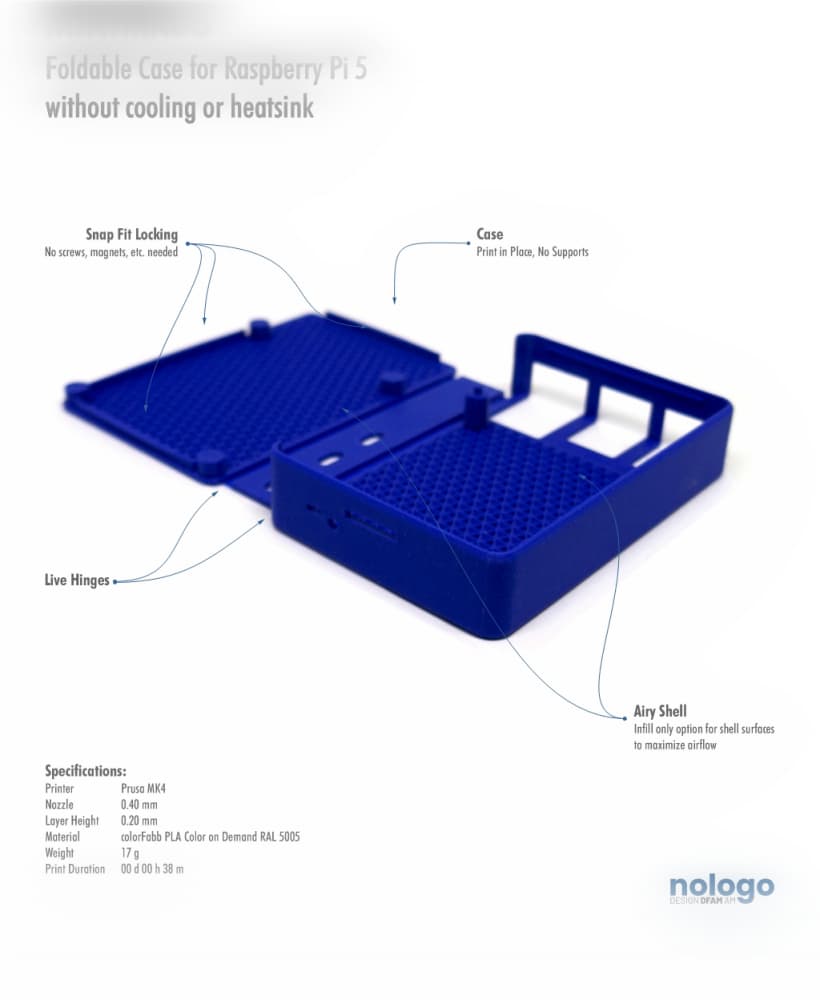
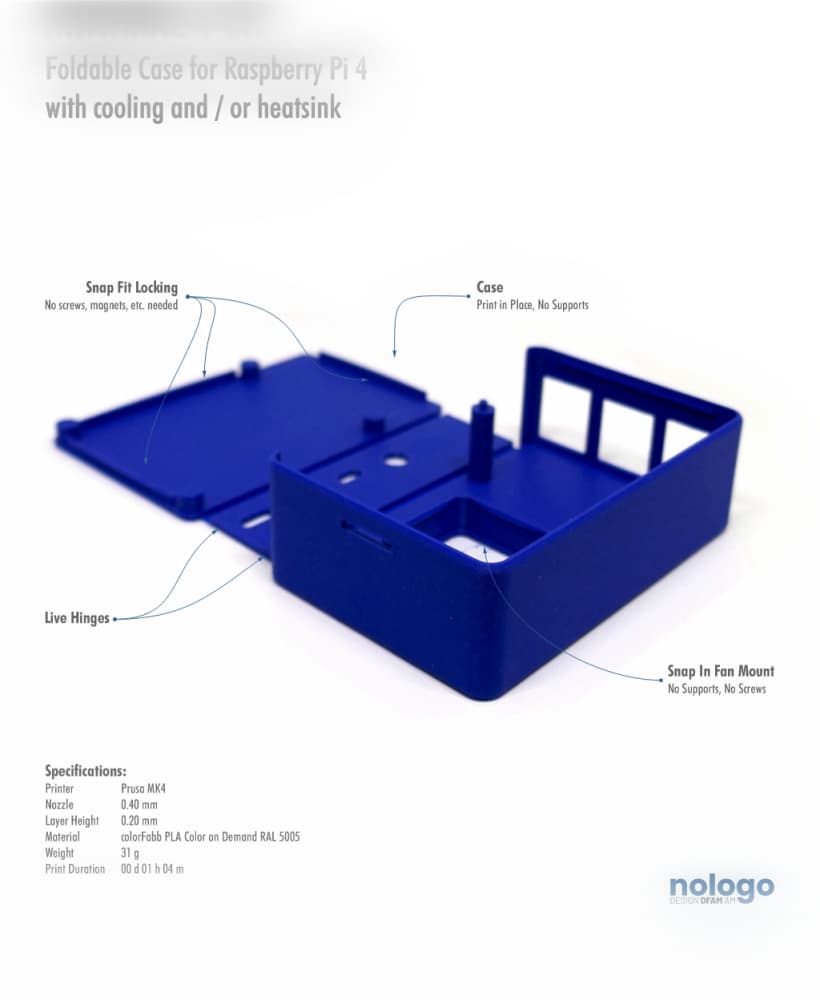
Design This is the reduced to the max case / housing / sleeve for the Raspberry Pi 3 in the version without cooling (we have another model that is prepared for cooling and heatsink), less than that is hard to imagine. A foldable print in place housing with live hinge that is less than 2mm bigger than the Raspberry itself. All interfaces are accessible and the board itself is covered and protected. Above that it prints as one piece, the assembly is easy and no tools or screws are needed. Just print (in less than an half an hour / under 15 minutes with input shaping) and use… The design does consist of a frame and the top and bottom shells, which do have subparts that can provide openings to all interfaces on the board (GPIO, DSI, CSI, Reset, Pin) if removed from the part before printing. The shell itself can be printed without perimeters and top / bottom layers, just infill, and will than contribute to maximize the airflow.
Construction The case itself has a wall thickness of 0.8mm, optimized for printing with 0.4mm nozzles. The live hinges are exactly one layer (with a layer height of 0.2 mm) high and all openings can easily be bridged with standard cooling settings. All corners and edges (as far as possible) have rounded with fillets clipped at 35° to avoid any overhangs that would need supports. Once the part is imported you can split it into parts (or even objects if you do not move it) and manipulate / delete the interface openings as well as the shell infill.
Since this minimum of a case could be a starting point for your own Raspberry Pi Zero project we also included a STEP file…
Slicing, Printing The part prints with standard settings (0.4 mm nozzle, 0.2 mm layer height, 2 perimeters, 5 bottom / 4 top layers) without any issues but in case you want to take it one step further and optimize the result there are two recommendations, one for opaque and one for transparent / translucent filaments:
(Not only) for opaque materials we suggest to orient the infill at 90° (based on the orientation the file has) since the infill lines of the first layer do then run perpendicular to the live hinges, which is good for their strength and also give a nice outside with beads oriented at the part geometry. Besides that you may also want to set the perimeter count to just 1 in order to get less “frame” around the infill areas. The top layers should be set to 0, bottom layers to 5 and infill should be set to 100% concentric, which gives the best result for the pins and tubes (especially when we have just 1 perimeter). Usually the part should print without brim which also gives you nice, clean edges.
The super transparent version is a bit more tricky since it uses just one orientation for infill lines. Layer height and perimeters are the same as for the opaque version above but the top and bottom layers both need to be set to zero. The infill is at 100% aligned rectilinear infill set at an angle of 90°. Again no brim will be needed.
If you want the airy top and bottom shell you just have to (after splitting into parts) set the top and bottom layers as well as the perimeter count to 0. We had the best results with an infill of 40% with cubic, gyroid or rectelinear infill since these provide enough stability for the shall and many other available patterns do not make sense here since they disintegrate without perimeters and bottom / top layers.
In any case auto cooling should be enabled since the layer times are very low towards the end. If you still experience issues with curled areas you might want to try to print two parts at the same time, then all parts should have sufficient cooling time between the layers.
Just one last thing: We recommend “initializing” live hinges direct after printing, and on the print bed when taking the parts off. Just fold them when still warm and you will have a much nicer bend at the live hinges…
Assembly Not much of an assembly actually, place the Raspberry in the case, fold the top and click in place.
Happy printing!
M!N!MAL 3 - Raspberry Pi 3 Case
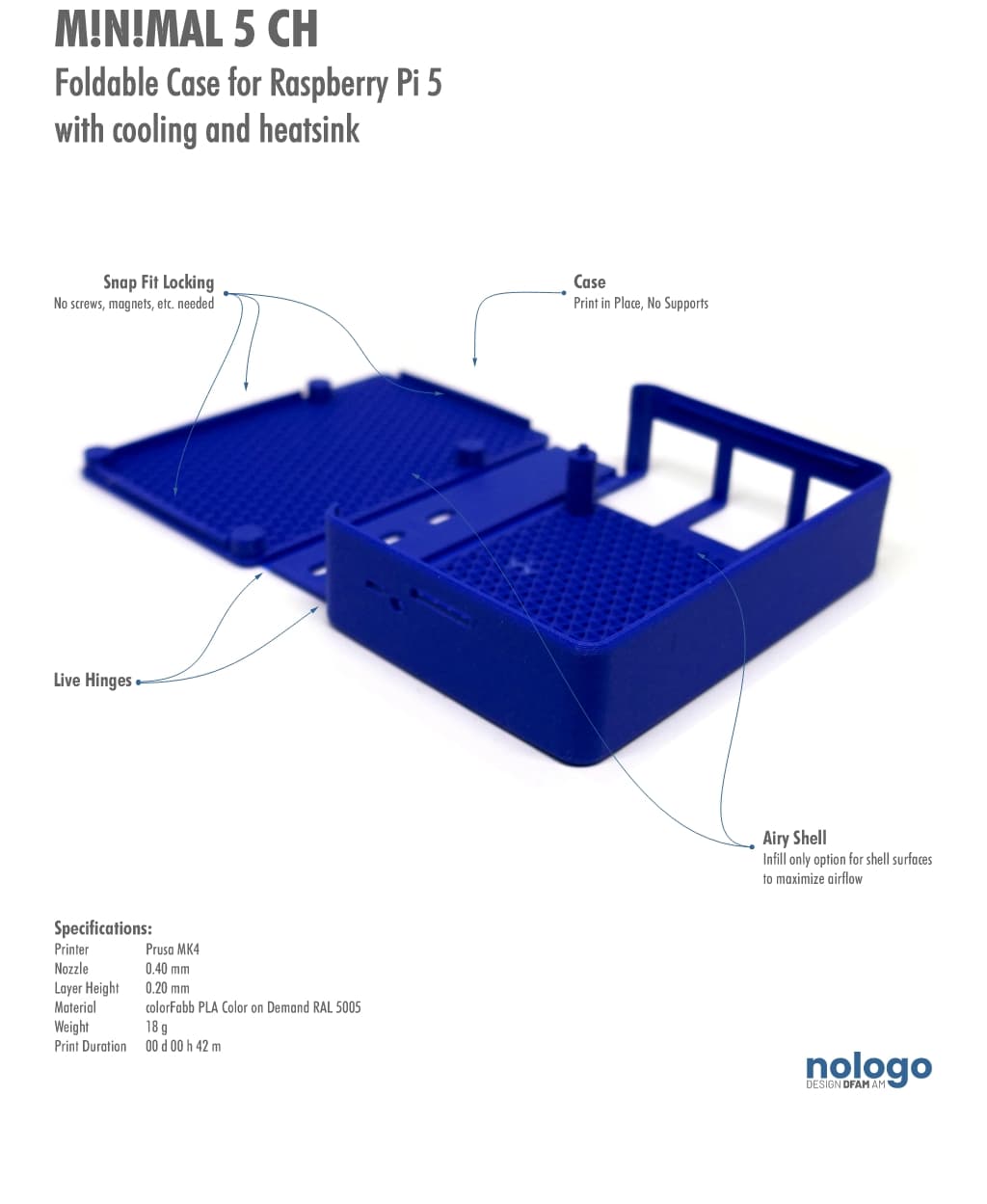
M!N!MAL 5 CH - Raspberry Pi 5 Case

M!N!MAL 3 CH - Raspberry Pi 3 Case

Pi TFT50 TV - Vintage Tube TV Raspberry Pi case!

M!N!MAL 0 - Raspberry Pi Zero 2 Case
RASPBERRY PI 5 CUSTOM CASE

Boltless Raspberry Pi 3B+ case (3, 2 & B+ also fit) - More Cooling, Less Material Used, Printer Mounting Rail

M!N!MAL Raspberry Pi Zero 2 Case / Housing / Sleeve with Cooling
M!N!MAL 4 - Raspberry Pi 4 Case

Raspberry Pi 3 B+ Case for Pi & Buck Converter LM2596 - For 2040 Extrusion and Prusa i3 Bear Upgrade
M!N!MAL 5 - Raspberry Pi 5 Case

7" Touch Display Case for Raspberry Pi 3 B+

Pi Pie Raspberry Pi Case (Easy Print Version)
M!N!MAL 0 CH - Raspberry Pi Zero 2 / Banana Pi M2 Case / Housing / Sleeve with Heatsink & Cooling

Pi Pie Raspberry Pi Case

M!N!MAL Pico - A Raspberry Pi Pico Case
M!N!MAL 4 CH - Raspberry Pi 4 Case
Raspberry Pi 3 Plus Case with Buck Converter (Ender 3, 3 Pro, 3 V2)

Raspberry pi case 1

Raspberry Pi 3 B+ (B Plus) Modified Snug Case

Really cool design - bad execution. The standoffs get in the way of the USB/Ethernet ports when trying to put in, and there is also not enough clearance to allow it to fit in the cut outs, it doesn't let the housing get into a crucial pivot point. It feels as if this was designed, but never tested. I almost snapped my Pi trying to make it fit.